Quality must be measurable – anything that can be measured can also be improved
„When you are dealing with quality and research, subjective quality features are a nightmare. For decades, I have been looking into the question of how to improve the creasing process, as creasing has a major determining effect on any packaging's functionality. To improve the process, it is of course first of all necessary to establish the status quo, but this is something that has proven extremely difficult.“
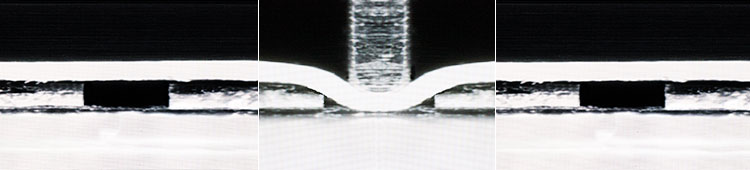
The quality of the crease in the production process always depended on the subjective opinion of the person working the diecutter. Quality tests are then performed in the quality laboratory, using sensitive devices for measuring bending stiffness. However, the focus of these tests has tended to be on board quality, while the creasing fold itself has rarely been considered. Let us first of all take a look at the creasing process. A burst pressure is built up using a creasing rule and a matrix. This results in the controlled separation of layers within the board, which in turn causes a targeted reduction in stability, and the board can be folded with precise positioning. At this point I won't go into detail regarding which materials are machined on the pressure side and which on the inside. This depends on the materials themselves and is also concerned with the desired form of the finished packaging. Hence we have a clear differentiation in the deformation of paper and cardboard compared with metal or plastic.
Paper and cardboard comprise a multiple layer fibre composite, which is methodically separated by the creasing process. The declared aim of any form of industrial production is to perform tests that approach the production process as closely as possible. Only then can expensive wastage of material and value creation be avoided. It cannot be considered satisfactory to be dependent on the sensory and optical perception of the personnel.
The inspection of a creasing fold with the naked eye or determining fold quality by hand is most certainly no reproducible quality test. It is not my intention to in any way cast doubt on the experience of the diecutter operator, but it is a fact that there is neither a standard nor a measurement value for experience. So it would benefit product safety to provide the diecutter operator with a measuring device that supplies precise, reproducible values.
In our test series, we have determined the relationship between the characteristics of the creasing fold and bending resistance. To this end, we subjected test samples to a dual test. Using modern optical equipment, such as the CREASY measuring system, it is possible to measure the characteristics of the creasing fold without any contact. This makes it possible to subsequently subject the same samples to an exact bending stiffness test.

In our test series, we used the measuring device made by Lorentzen & Wettre that we have in our quality laboratory. We succeeded in demonstrating an unambiguous relationship between the creasing fold and bending stiffness. This makes it possible to define objective quality tolerances for any material, with the result that the quality of the crease can be measured. But this was only the first step, because the goal is to approach the process.
Accordingly, we directed our attention towards the relationship between the degree of wear of the crease channels and the characteristics of the creasing fold. Here too, there were few scientific methods in use. Crease channels were also measured using magnifying glasses or, even more extremely, with a calliper gauge. There is no way that such testing can hold out against a test based on microscopic investigation. But neither is it practicable to install an optically adjustable microscope alongside every diecutting machine. What was needed was to develop a robust, portable measuring device that enabled the incorruptible optical measurement of crease channels in production. It is irrelevant whether these channels are in creasing strips or matrices or steel counterplates. Because all materials used until now are subject to a process of wear.
Using our diecutting simulator, we were able to perform several hundred thousand diecutting cycles and check the degree of wear on the countermatrices. Our tests were performed with a 300 g/m² RenoDiMedici Serviboard GD2 with 23.4 × 0.71 mm creasing rules. Creasing matrices, Pertinax matrices and steel plates were used with notch channels of 0.4 × 1.3 mm with the grain and 0.4 × 1.4 mm against the grain of the fibre.
At up to 150,000 diecutting cycles, wear to the crease edges was determined both with the creasing matrices and with the Pertinax, while the steel plate did not as yet display any measurable wear to the crease edges. With the creasing matrices and Pertinax, this led to a widening of the creasing fold and in turn to a creeping deterioration in the layer separation. The measured values obtained with the Lorentzen & Wettre system were still within the tolerance range with the creasing matrices used. The test was then repeated in a field trial at a customer location. This involved diecutting 130,000 sheets on a Swiss-made automatic diecutter; tool and counterplate parameters were identical with those used in the test on the diecutting simulator.
Measurement of the creasing fold and channel wear produced values that deviated only minimally from the measurements obtained in the laboratory test. The deviations in the creasing fold width were between 0.01 and 0.03 mm. With such low discrepancies, the results can be assumed to be comparable. To incorporate the marginal area of the respective creasing matrix, the test was expanded to 1.1 million diecutting cycles. With the creasing strips, the critical point was reached at 168,000 cycles while for Pertinax the quality parameters were reached at 313,000 diecutting cycles, and even with the steel plate, single-sided wear was discernible in the pulling direction; from 623,000 cycles, it was also discernible in the steel matrix that the creasing fold was clearly asymmetrical.
To reinforce the test results, additional tests were made using different materials. This clearly showed that it is not possible to make a reliable statement regarding the operating life of crease channels. Different materials lead to considerable variations in the development of the creasing fold over the entire diecutting process. Up to this point, the test results can be regarded as purely scientific, demonstrating that any statement regarding the general operating life of crease channels is untenable.
But what use are these findings to the cardboard and corrugated board processing industry? At least it is possible to lay down measurable quality parameters, and the changing of crease channels no longer follows individual persons' subjective impressions. All in all, the results were unsatisfactory, however.
„In times of maximum quality standards in the packaging industry, it is necessary to supply constant quality in packaging items too.“
In times of maximum quality standards in the packaging industry, it is necessary to supply constant quality in packaging items too. Because even if the creasing remained within acceptable quality tolerances in terms of bending resistance, constant crease quality would be attainable with any creasing matrix. Until now, everybody had to live with a creeping deterioration in layer separation – a situation that is not acceptable to someone who has been dealing with this matter for the last 35 years.
So, with the aid of high-speed video technology, we have broken the creasing process down into the smallest possible steps, in order to find out what it works. This equipment enabled us to visualise the details of the creasing process in the diecutting machines. One thing was clear – the diecutting process leads automatically to deformation of the crease channels employed. By using correspondingly harder materials, it was possible to delay the wear process but not to cancel it out altogether.
The video investigation also revealed another phenomenon. The harder the material that the creasing channels are made of, the more difficult it became to master the production process. In the case of steel, there was virtually no more springback. The gripper effectively has to pull the material out of the creasing channel. This largely cancels out the effect of working on the diecutting plate without any raised crease channels.
Also, using counterplates, the mounting points became overloaded, resulting in the sheet tearing away. As the duration of the tests increased, it became clearer that a certain flexibility in the diecutting process is useful. To obtain optimum results, a compromise must therefore be found between operating life and production flow.
„This meant we could test hundreds of material combinations, culminating in a breakthrough in 2015: crease channels made of inseparably joined, multiple layer material combinations.“
The declared aim was to develop a crease channel that guarantees constant parameters at all times and for the longest possible period. The diecutting material, be it paper, cardboard or corrugated card, should ideally always encounter the same outset situation for each individual diecutting cycle. In other words, a crease channel that automatically springs back to its initial position after every creasing cycle.
Experiments with new material combinations have been carried out on our premises for some time already. We were able to do this because we make the preliminary material for our crease channels ourselves on the premises. This meant we could test hundreds of material combinations, culminating in a breakthrough in 2015: crease channels made of inseparably joined, multiple layer material combinations. A solid base with a flexible upper layer.
„Constant and measurable crease quality over an extremely long production period can truly be seen as a revolution in our industry.“
These new crease channels were tested as described above, and the astounding result was that up to a run of around 425,000 cycles, there was no more deviation in the creasing fold or the crease channel – with exactly the same crease quality from the first cycle to the 425,000th. In the practical test, a secondary effect of this new material was demonstrated in that it leads to a vastly improved material flow in the diecutting machine, which translates to a further increase in production efficiency.
Constant and measurable crease quality over an extremely long production period can truly be seen as a revolution in our industry. With 425,000 diecutting cycles in the described test material, the limit of the new material has not yet been reached and further intensive practical testing is still ongoing. Asked when the new products would come onto the market, Jürgen Mariën, CEO of CITO said "We will be able to offer the new products from serial production in time for the drupa – as an additional product bearing the name of ULTIMATE.
Author: Jürgen Mariën, CEO of CITO‑SYSTEM GmbH, Schwaig, Germany; he has been concerned with the subject of 'the perfect crease' for the last 35 years.




































































































